
API6D ਟਰੂਨੀਅਨ ਮਾਊਂਟਡ ਰਿਡਿਊਸਿੰਗ ਬਾਲ ਵਾਲਵ




ਕਾਰਬਨ ਸਟੀਲ A216WCBਟਰੂਨੀਅਨ ਮਾਊਂਟਡ ਬਾਲ ਵਾਲਵਬੋਰ ਨੂੰ ਘਟਾਉਣ ਦੇ ਨਾਲ, API6D/API600
ਆਕਾਰ ਰੇਂਜ 4″-36″
ਕੰਮ ਕਰਨ ਦਾ ਦਬਾਅ: 150LBS-1500LBS
ਡਿਜ਼ਾਈਨ ਵੇਰਵੇ:
♦ਸਟੀਲ ਬਾਲ ਵਾਲਵ API 609/API 6D
♦ANTI STATIC, API 608
♦ਸਟੀਲ ਵਾਲਵ, ASME B16.34
♦ਆਹਮੋ-ਸਾਹਮਣੇ, ASME B16.10
♥END FLANGES, ASME B 16.5
ਬਟਵੈਲਡਿੰਗ ਸਮਾਪਤ, ASME B 16.25
♦ ਨਿਰੀਖਣ ਅਤੇ ਟੈਸਟ, API 598/API 6D
♦ਸਟੀਲ ਬਾਲ ਵਾਲਵ ISO 14313
♦ਫਾਇਰ ਸੇਫ, API 607
ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ
♦ ਬੋਰ ਜਾਂ ਫੁੱਲ ਬੋਰ ਡਿਜ਼ਾਈਨ ਨੂੰ ਘਟਾਉਣਾ
♦ਬੋਲਟਡ ਬੋਨਟ/ਸਪਲਿਟ ਬਾਡੀ
♦ਟਰੂਨੀਅਨ ਮਾਊਂਟਡ ਬਾਲ ਜਾਂ ਫਲੋਟਿੰਗ ਬਾਲ ਕਿਸਮ
♦ ਬਲੋ-ਆਊਟ ਪਰੂਫ ਸਟੈਮ
♦ ਫਾਇਰ ਡੁਏਬਲ ਕੰਸਟਕਸ਼ਨ
♦ ਐਂਟੀਸਟੈਟਿਕ ਡਿਵਾਈਸ
♦ ਸਟੌਪਰ ਡਿਵਾਈਸ
♦ISO 5211 ਮਾਊਂਟਿੰਗ ਪੈਡ
♦Flanged ਜ ਬੱਟ welded ਸਿਰੇ
♦ਗੀਅਰਬਾਕਸ, ਪੈਨੁਮੈਟਿਕ ਐਕਚੁਏਟਰ, ਇਲੈਕਟ੍ਰਿਕ ਦੀ ਸਥਾਪਨਾ ਲਈ ਉਪਲਬਧ। ਐਕਟੁਏਟਰ
ਮੁੱਖ ਭਾਗ ਸਮੱਗਰੀ ਸੂਚੀ
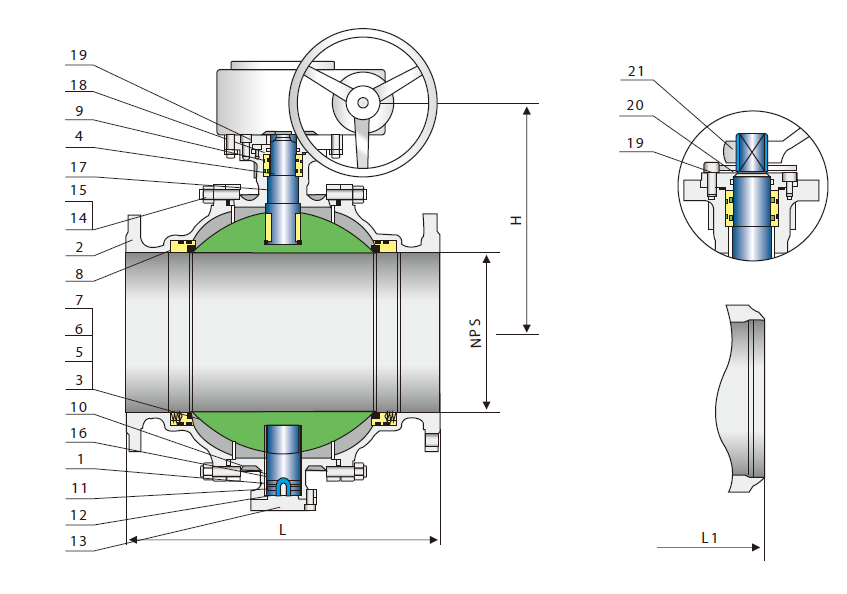
| ਨੰ | ਭਾਗ ਦਾ ਨਾਮ | ਕਾਰਬਨ ਸਟੀਲ | ਸਟੇਨਲੈੱਸ ਸਟੀਲ 18Cr- 9Ni- 2Mo | ਡੁਪਲੈਕਸ ਐਸ.ਐਸ | ਕਾਰਬਨ ਐਸ ਟੀਲ |
| 1 | ਸਰੀਰ | A216- WCB | A351-CF8M | 4A/5A | A352-LCB |
| 2 | ਬੋਨਟ | A216- WCB | A351-CF8M | 4A/5A | A352-LCB |
| 3 | ਗੇਂਦ | A182- F304 | A182- F316 | SAF2205/2507 | A182- F304 |
| 4 | ਸਟੈਮ | A276- 304 | A276- 316 | SAF2205/2507 | A276- 304 |
| 5 | ਸੀਟ | A105+ENP | A182- F316 | SAF2205/2507 | A350- LF2+ENP |
| 6 | ਸੀਟ ਪਾਓ | ਕੱਚ ਭਰਿਆ PTFE | |||
| 7 | ਸੀਟ ਸਪਰਿੰਗ | ਏ313- 304 | ਇਨਕੋਨੇਲ ਐਕਸ- 750 | ਇਨਕੋਨੇਲ ਐਕਸ- 750 | ਏ313- 304 |
| 8 | ਸੀਟ ਓ- ਰਿੰਗ | ਐਨ.ਪੀ.ਆਰ | ਵਿਟਨ | PTFE | ਵਿਟਨ |
| 9 | ਸਟੈਮ ਓ- ਰਿੰਗ | NBR 2) | ਵਿਟਨ 2) | PTFE | ਵਿਟਨ 2) |
| 10 | ਬੋਨਟ ਗੈਸਕੇਟ | ਗ੍ਰੇਫਾਈਟ+304 | ਗ੍ਰੇਫਾਈਟ+316 | PTFE+2205 | ਗ੍ਰੇਫਾਈਟ+304 |
| 11 | ਬੋਨਟ ਓ- ਰਿੰਗ | ਐਨ.ਬੀ.ਆਰ | ਵਿਟਨ | PTFE | ਵਿਟਨ |
| 12 | ਐਂਟੀਸਟੈਟਿਕ ਬਸੰਤ | ਏ313- 304 | A313- 316 | SAF2205/2507 | ਏ313- 304 |
| 13 | ਹੇਠਲਾ ਕਵਰ | A216- WCB | A182- F316 | SAF2205/2507 | A182- F304 |
| 14 | ਬੋਨਟ ਸਟੱਡ | A193-B7 | A193-B8 | A193-B8 | A320-L7 |
| 15 | ਬੋਨਟ ਸਟੱਡ ਨਟ | A194-2H | A194-8 | A194-8 | A194-4 |
| 16 | ਟਰੂਨੀਅਨ | A276- 304 | A276- 316 | A276- 316 | A276- 304 |
| 17 | ਟਰੂਨੀਅਨ ਬੇਅਰਿੰਗ | 304+PTFE | 316+PTFE | 316+PTFE | 304+PTFE |
| 18 | ਗਲੈਂਡ ਫਲੈਂਜ | A216- WCB | A351-CF8M | A351-CF8M | A352-LCB |
| 19 | ਗਲੈਂਡ ਬੋਲਟ | A193-B7 | A193-B8 | A193-B8 | A193-B7 |
| 20 | ਸਟਾਪ ਪਲੇਟ | ਕਾਰਬਨ ਸਟੀਲ+Zn | ਕਾਰਬਨ ਸਟੀਲ+Zn | ਕਾਰਬਨ ਸਟੀਲ | |
| ਇੱਕੀ | ਹੈਂਡਲ | ਕਾਰਬਨ ਸਟੀਲ | |||
| ਨੋਟ:1)A105+ENP ਵਿਕਲਪਿਕ | |||||
| 2) ਚੂੜੀਦਾਰ ਜ਼ਖ਼ਮ ਦੀ ਉਸਾਰੀ. | |||||
1. ਆਸਾਨ ਕਾਰਵਾਈ ਲਈ ਵਿਸਤ੍ਰਿਤ ਲੀਵਰ ਗੇਅਰ ਬਾਕਸ, ਮੋਟਰ ਐਕਟੁਏਟਰਾਂ, ਨਿਊਮੈਟਿਕ ਜਾਂ ਹਾਈਡ੍ਰੌਲਿਕ ਐਕਟੁਏਟਰਾਂ ਨਾਲ ਵੀ ਉਪਲਬਧ ਹੈ।
2. ਸਪਲਿਟ ਜਾਂ 3-ਪੀਸ, ਸਪਲਿਟ ਬਾਡੀ ਅਤੇ ਬੋਲਟਡ ਬੋਨਟ ਡਿਜ਼ਾਈਨ। ਇਹ ਮੁਰੰਮਤ ਲਈ ਭਾਗਾਂ ਨੂੰ ਅਸਾਨੀ ਨਾਲ ਵੱਖ ਕਰਨ ਦੇ ਯੋਗ ਬਣਾਉਂਦਾ ਹੈ।
3. ਪੂਰਾ ਬੋਰ ਜਾਂ ਘਟਾਇਆ ਹੋਇਆ ਬੋਰ। ਪੂਰਾ ਬੋਰ ਡਿਜ਼ਾਈਨ ਬੇਮਿਸਾਲ ਪ੍ਰਵਾਹ ਨਿਯੰਤਰਣ ਪ੍ਰਦਾਨ ਕਰਦਾ ਹੈ।
4. ਪਾਈਪਿੰਗ ਲਚਕਤਾ ਲਈ RF ਫਲੈਂਜ, ਜਾਂ RTJ ਫਲੈਂਜ ਐਂਡ ਜਾਂ ਬਟਵੈਲਡੈਂਡ ਦੀ ਚੋਣ।
5. ਸਟੈਂਡਰਡ ਪੈਕਿੰਗ ਬਨਾਮ ਟੇਫਲੋਨ ਪੈਕਿੰਗ ਲਾਈਵ ਲੋਡਿੰਗ ਦੇ ਨਾਲ ਮਿਲਾ ਕੇ, ਉੱਚ ਚੱਕਰ ਅਤੇ ਸੀਵਰ ਸਰਵਿਸ ਐਪਲੀਕੇਸ਼ਨਾਂ ਦੇ ਅਧੀਨ ਸਪੈਕਿੰਗ ਕੰਪਰੈਸ਼ਨ ਬਣਾਈ ਰੱਖਦੀ ਹੈ। ਗ੍ਰਾਫਾਈਟਪੈਕਿੰਗ ਉੱਚ ਤਾਪਮਾਨ ਦੀਆਂ ਸਥਿਤੀਆਂ ਲਈ ਵਰਤੀ ਜਾਂਦੀ ਹੈ।
6. ਐਂਟੀ-ਸਟੈਟਿਕ - ਅੰਤਮ ਸਥਿਰ ਬਿਲਡ-ਅੱਪ ਸੇਵਾ ਦੌਰਾਨ ਡਿਸਚਾਰਜ ਕਰਨ ਲਈ ਗੇਂਦ ਅਤੇ ਸਟੈਮ/ਬਾਡੀ ਦੇ ਵਿਚਕਾਰ ਇੱਕ ਧਾਤੂ ਸੰਪਰਕ ਹਮੇਸ਼ਾ ਦਿੱਤਾ ਜਾਂਦਾ ਹੈ।
7. ਓਪਰੇਸ਼ਨ ਨੂੰ ਯਕੀਨੀ ਬਣਾਉਣ ਲਈ APl 607 orBS 6755 ਲਈ ਤਿਆਰ ਕੀਤਾ ਗਿਆ ਫਾਇਰ ਸੇਫ਼
ਅੱਗ ਦੇ ਮਾਮਲੇ ਵਿੱਚ ਸਥਿਰਤਾ. ਜੇਕਰ ਪ੍ਰਾਇਮਰੀ ਸੀਲ ਅੱਗ ਨਾਲ ਨਸ਼ਟ ਹੋ ਜਾਂਦੀ ਹੈ ਤਾਂ ਸੈਕੰਡਰੀ-ਧਾਤੂ-ਤੋਂ-ਧਾਤੂ ਸੀਲ ਬੈਕਅੱਪ ਵਜੋਂ ਕੰਮ ਕਰਦੀ ਹੈ। APl 607 ਦੀ ਪਾਲਣਾ ਲਈ ਕ੍ਰਮਬੱਧ ਵਾਲਵਜ਼ ਨੂੰ ਗ੍ਰੇਫਾਈਟ ਪੈਕਿੰਗ ਅਤੇ ਗੈਸਕੇਟ ਪ੍ਰਦਾਨ ਕੀਤੇ ਜਾਣਗੇ।
1. ਵਾਲਵ ਖੁੱਲੀ ਸਥਿਤੀ ਵਿੱਚ ਸਟੋਰ ਕੀਤੇ ਜਾਣੇ ਚਾਹੀਦੇ ਹਨ। ਵਾਲਵ ਪੋਰਟਾਂ ਅਤੇ ਫਲੈਂਜ ਸੀਰਰੇਸ਼ਨ ਸਤਹਾਂ ਨੂੰ ਰੱਖਿਆ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ
ਸੁਰੱਖਿਆਤਮਕ flange ਕਵਰ ਦੇ ਨਾਲ ਸੀਲ ਕੀਤਾ.
2. ਵਾਲਵ ਨੂੰ ਧੂੜ ਰਹਿਤ, ਘੱਟ ਨਮੀ ਅਤੇ ਚੰਗੀ ਤਰ੍ਹਾਂ ਹਵਾਦਾਰ ਕਮਰੇ ਵਿੱਚ ਸਟੋਰ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ, ਨਾ ਕਿ ਸਿੱਧੇ ਸੰਪਰਕ ਵਿੱਚ
ਮੰਜ਼ਿਲ. ਜੇ ਸੰਭਵ ਹੋਵੇ, ਤਾਂ ਵਾਲਵ ਨੂੰ ਅਸਲ ਪੈਕਿੰਗ ਬਾਕਸ ਵਿੱਚ ਰੱਖਿਆ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ। ਜੇਕਰ ਵਾਲਵ ਨੂੰ ਬਾਹਰ ਸਟੋਰ ਕਰਨਾ ਹੈ, ਤਾਂ ਵਾਲਵ ਨੂੰ ਅਸਲੀ ਕਰੇਟ ਜਾਂ ਸ਼ਿਪਿੰਗ ਕੰਟੇਨਰ ਵਿੱਚ ਰੱਖੋ। ਇਹ ਸੁਨਿਸ਼ਚਿਤ ਕਰੋ ਕਿ ਵਾਲਵ ਦੀ ਪੈਕਿੰਗ ਨਮੀ ਦੇ ਨੁਕਸਾਨ ਤੋਂ ਬਚਣ ਲਈ ਉੱਚਿਤ ਬਲਾਕਿੰਗ ਵਿੱਚ ਸਟੋਰ ਕੀਤੀ ਗਈ ਹੈ। ਧੂੜ ਅਤੇ ਮੀਂਹ ਤੋਂ ਸੁਰੱਖਿਆ ਲਈ ਸੁਰੱਖਿਆ ਢੱਕਣ ਦੀ ਵਰਤੋਂ ਕੀਤੀ ਜਾਣੀ ਚਾਹੀਦੀ ਹੈ।
3. ਵਾਲਵ ਨੂੰ ਕਦੇ ਵੀ ਇੱਕ ਦੂਜੇ ਦੇ ਉੱਪਰ ਸਟੈਕ ਨਹੀਂ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ, ਕਿਸੇ ਵੀ ਵਾਲਵ ਵਿਗਾੜ ਤੋਂ ਬਚਣ ਲਈ ਜੋ ਪ੍ਰਭਾਵਿਤ ਕਰ ਸਕਦਾ ਹੈ
ਵਾਲਵ ਦੀ ਕਾਰਗੁਜ਼ਾਰੀ ਅਤੇ ਕਰਮਚਾਰੀਆਂ ਨੂੰ ਸੱਟ ਲੱਗਦੀ ਹੈ।
4. ਲੰਬੇ ਸਮੇਂ ਲਈ ਸਟੋਰ ਕੀਤੇ ਗਏ ਵਾਲਵ ਨੂੰ ਇਸ ਤੋਂ ਪਹਿਲਾਂ ਸਾਫ਼ ਅਤੇ ਨਿਰੀਖਣ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ
ਇੰਸਟਾਲੇਸ਼ਨ. ਇਹ ਯਕੀਨੀ ਬਣਾਉਣ ਲਈ ਸੀਲਿੰਗ ਸਤਹ ਦਾ ਮੁਆਇਨਾ ਕਰੋ ਕਿ ਇਹ ਸਾਫ਼ ਹੈ ਅਤੇ ਕਿਸੇ ਵੀ ਮਲਬੇ ਜਾਂ ਨੁਕਸਾਨ ਤੋਂ ਮੁਕਤ ਹੈ।
5. ਵਾਲਵ ਨੂੰ ਕਿਸੇ ਵੀ ਖਰਾਬ ਵਾਤਾਵਰਨ ਵਿੱਚ ਨਾ ਪਾਓ ਕਿਉਂਕਿ ਇਸ ਨਾਲ ਵਾਲਵ ਨੂੰ ਨੁਕਸਾਨ ਹੋ ਸਕਦਾ ਹੈ
ਭਾਗ.
1 ਇੰਸਟਾਲੇਸ਼ਨ ਤੋਂ ਪਹਿਲਾਂ, ਵਾਲਵ ਨੇਮਪਲੇਟ ਅਤੇ ਵਾਲਵ ਬਾਡੀ ਦੀ ਜਾਣਕਾਰੀ ਦੀ ਜਾਂਚ ਕਰੋ ਤਾਂ ਜੋ ਇਹ ਯਕੀਨੀ ਬਣਾਇਆ ਜਾ ਸਕੇ ਕਿ ਵਾਲਵ ਨਿਰਧਾਰਤ ਸੇਵਾ ਲਈ ਉਚਿਤ ਹੈ।
2 ਇੰਸਟਾਲੇਸ਼ਨ ਤੋਂ ਪਹਿਲਾਂ, ਫਲੈਂਜ ਸੀਲਿੰਗ ਚਿਹਰੇ 'ਤੇ ਫਲੈਂਜ ਕਵਰ ਅਤੇ ਸੁਰੱਖਿਆ ਵਾਲੀ ਫਿਲਮ ਨੂੰ ਹਟਾਓ, ਬੰਦਰਗਾਹਾਂ ਅਤੇ ਫਲੈਂਜ ਸੀਲਿੰਗ ਸਤਹ ਦਾ ਮੁਆਇਨਾ ਕਰੋ, ਸਾਫ਼ ਨਰਮ ਕੱਪੜੇ ਨਾਲ ਕਿਸੇ ਵੀ ਗੰਦਗੀ ਨੂੰ ਹਟਾਓ, ਜੇ ਲੋੜ ਹੋਵੇ ਤਾਂ ਸਾਫ਼ ਕਰਨ ਲਈ ਐਂਟੀ-ਰੋਸੀਵ ਕਲੀਨਿੰਗ ਤਰਲ ਦੀ ਵਰਤੋਂ ਕਰੋ, ਅਤੇ ਕਦੇ ਵੀ ਕਿਸੇ ਦੀ ਵਰਤੋਂ ਨਾ ਕਰੋ। ਹੋਰ ਰਸਾਇਣਕ ਉਤਪਾਦ.
3 ਫਲੈਂਜ ਗੈਸਕੇਟ (ਰਿੰਗ ਗੈਸਕੇਟ ਸਮੇਤ) ਦੀ ਸੀਲਿੰਗ ਸਤਹ ਦੀ ਜਾਂਚ ਕਰੋ ਅਤੇ ਯਕੀਨੀ ਬਣਾਓ ਕਿ ਇਹ ਇੰਸਟਾਲੇਸ਼ਨ ਲਈ ਸਵੀਕਾਰਯੋਗ ਸਥਿਤੀ ਵਿੱਚ ਹੈ।
4 ਵਾਲਵ ਨੂੰ ਸਾਫ਼ ਕਰਨ ਤੋਂ ਬਾਅਦ ਅਤੇ ਇੰਸਟਾਲੇਸ਼ਨ ਤੋਂ ਪਹਿਲਾਂ, ਵਾਲਵ ਨੂੰ ਇੱਕ ਵਾਰ ਖੋਲ੍ਹੋ ਅਤੇ ਬੰਦ ਕਰੋ। ਵਾਲਵਸਾਈਕਲਾਂ ਨੂੰ ਸੁਚਾਰੂ ਢੰਗ ਨਾਲ ਯਕੀਨੀ ਬਣਾਓ। ਜੇਕਰ ਅਸਧਾਰਨ ਓਪਰੇਸ਼ਨ ਦਾ ਅਨੁਭਵ ਹੁੰਦਾ ਹੈ, ਤਾਂ ਓਪਰੇਸ਼ਨ ਬੰਦ ਕਰੋ ਅਤੇ ਕਿਸੇ ਵੀ ਰੁਕਾਵਟ ਲਈ ਵਾਲਵ ਦੇ ਅੰਦਰੂਨੀ ਹਿੱਸੇ ਦਾ ਮੁਆਇਨਾ ਕਰੋ ਜੋ ਆਮ ਕਾਰਵਾਈ ਨੂੰ ਰੋਕ ਰਹੀਆਂ ਹਨ।
5 ਸਫਲਤਾਪੂਰਵਕ ਸਾਈਕਲ ਚਲਾਉਣ ਅਤੇ ਵਾਲਵ ਦੇ ਸਹੀ ਸੰਚਾਲਨ ਦਾ ਭਰੋਸਾ ਦੇਣ ਤੋਂ ਬਾਅਦ, ਵਾਲਵ ਨੂੰ ਖੁੱਲੀ ਸਥਿਤੀ 'ਤੇ ਵਾਪਸ ਕਰੋ ਅਤੇ ਇਹ ਯਕੀਨੀ ਬਣਾਓ ਕਿ ਵਾਲਵ ਸੀਲਿੰਗ ਸਤਹਾਂ ਨੂੰ ਇੰਸਟਾਲੇਸ਼ਨ ਮੁਕੰਮਲ ਹੋਣ ਤੱਕ ਸੁਰੱਖਿਅਤ ਰੱਖਿਆ ਗਿਆ ਹੈ।
6. ਵਾਲਵ ਨੂੰ ਪਾਈਪ ਜਾਂ ਫਲੈਂਜ ਕੁਨੈਕਸ਼ਨ ਵਿੱਚ ਰੱਖੋ; ਇਹ ਸੁਨਿਸ਼ਚਿਤ ਕਰੋ ਕਿ ਗਲਤ ਪਾਈਪ ਅਲਾਈਨਮੈਂਟ ਕਾਰਨ ਹੋਣ ਵਾਲੇ ਕਿਸੇ ਵੀ ਤਣਾਅ ਤੋਂ ਰਾਹਤ ਮਿਲਦੀ ਹੈ। ਵਾਲਵ ਗਲਤ ਤਰੀਕੇ ਨਾਲ ਫਿੱਟ ਪਾਈਪ ਨੂੰ ਇਕਸਾਰ ਕਰਨ ਦਾ ਸਾਧਨ ਨਹੀਂ ਹਨ।
7. ਯੋਗ ਪਾਈਪਿੰਗ ਮਾਪਦੰਡਾਂ ਅਤੇ ਅਭਿਆਸਾਂ ਦੀ ਵਰਤੋਂ ਕਰਦੇ ਹੋਏ ਵਾਲਵ ਨੂੰ ਸਥਾਪਿਤ ਕਰੋ। ਵਹਾਅ ਦੀ ਦਿਸ਼ਾ ਨਾਲ ਚਿੰਨ੍ਹਿਤ ਵਾਲਵ ਪਾਈਪਿੰਗ ਵਹਾਅ ਦੇ ਅਨੁਸਾਰ ਸਥਾਪਿਤ ਕੀਤੇ ਜਾਣੇ ਚਾਹੀਦੇ ਹਨ।
8. ਬਾਲ ਵਾਲਵ ਲਈ ਸਿਫ਼ਾਰਿਸ਼ ਕੀਤੀ ਸਥਿਤੀ ਇੱਕ ਖਿਤਿਜੀ ਲਾਈਨ ਵਿੱਚ ਵਾਲਵ ਦੇ ਨਾਲ ਸਿੱਧੀ ਹੈ। ਵਾਲਵ ਹੋਰ ਸਥਿਤੀਆਂ ਵਿੱਚ ਸਥਾਪਿਤ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ; ਹਾਲਾਂਕਿ, ਸਿਫਾਰਸ਼ ਕੀਤੀ ਹਰੀਜੱਟਲ ਸਥਿਤੀ ਤੋਂ ਕੋਈ ਵੀ ਭਟਕਣਾ ਸਹੀ ਵਾਲਵ ਦੇ ਸੰਚਾਲਨ ਨਾਲ ਸਮਝੌਤਾ ਕਰ ਸਕਦੀ ਹੈ ਅਤੇ ਵਾਰੰਟੀ ਨੂੰ ਰੱਦ ਕਰ ਸਕਦੀ ਹੈ।


